PDM实施中CAPP方面的障碍
作者: 孙发亮 来源于:
2003-7-10 13:55:57
投稿
引言
随着制造业信息化的不断深入,CAD应用不断深化,PDM的实施和应用也提上了许多企业的日程,PDM(productdatamagment)产品数据管理,负责管理零件的从材料到产成品整个过程的所有技术资料(当然最新还有人提出了对产品全生命周期的管理),这就包括设计图纸(CAD)、工艺规程文件和各种更改单汇总表(CAPP),目前国内外的PDM主要还是侧重于CAD图纸的管理,真正把工艺规程文件和各种更改单汇总表管理起来的还很少,不免然人感觉有很大的遗憾,更不用说“全生命周期”的管理了。这种情况的产生和CAPP的难实施性有很大的关系,CAPP软件使用不好,PDM的管理就无从谈起。
近几年CAD软件,包括二维的、三维的,使用效果都挺好,这是企业的设计部门,有的企业叫“技术中心”或者叫“技术开发部”,但是企业的另外一个部门“工艺技术部”或者叫做“制造部”在搞信息化时也就是实施CAPP系统时,就远远没有这么顺利了,这一点是大家有目共睹的;笔者从事CAPP/PDM软件的实施两年多来,感触颇深,综合上百家企业在实施CAPP和PDM中的经验和教训,成此文。
看CAPP是否实施成功,主要看两个方面,其一,工艺文件的编制是否能够满足企业的要求,被工艺编制人员所乐于接受,另外,就是看信息的集成性,信息能否上传下达,否则就和用WORD画卡片编辑工艺没有什么差别,PDM的BOM表信息就无法提取,数据的管理也就失去意义。
之所以PDM管理不好工艺部门(CAPP)的信息,我认为有以下一些障碍和原因。
渊源
我一直不明白,为什么国外的CAD、CAM、PDM、ERP软件大举进入中国市场、而从来没有听说有那家国外的CAPP公司进来,后来仔细了解了一下才明白。
中国的制造业的一个显著特点是自制件太多,50%―60%的是自制件,发达国家一般在10%―30%,最典型的一个例子是中国一拖,这个老大就连螺钉螺栓也是自己生产的,所以这样导致工艺文件的数量、类型都比较多,一个企业十几种工艺类型,六七十种工艺表格非常的常见,我见到的最多是航天系统的,有128张表格24种工艺规程类型,外加20多种各式各样的通知单,30多种汇总表,非常的庞大。互相的关系也非常的复杂,实施难度可见一斑;
中国的制造业的另一个特点是工人的水平参差不齐,工艺文件的编辑非常的细致,编完了工艺过程写了一遍还不够,还要写工序卡,工艺附图,关键工序卡。这样就加大了工艺的复杂程度,工艺搞这么复杂,PDM管理起来能不麻烦吗?
规范CAPP的阻力
在企业中规范CAPP的阻力也是很大的,特别是要想真正实施满意更是如此,主要表现在以下几个方面;
1、
50年的经验5000企业职工的习惯
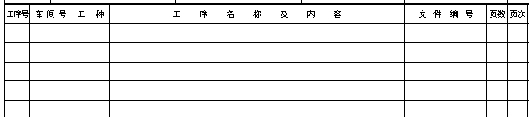
这是我在企业实施CAPP时,客户对我说的一句话,传统的工艺表格的格式和组织方式,是手工填写时代搞的,当时来看确实是合理的,方便的,并且得到了企业标准化的认可,甚至有的就是部标或者国标中规定的,例如一个企业他们的产品有结合件,也就是在生产的过程中两个零件结合成一个零件但是他们称之为部件,在编工艺路线表时就用大括号的方式来表达这种情况,显然大括号让计算机处理起来很不方便,特别是在数据库中更不好表示。
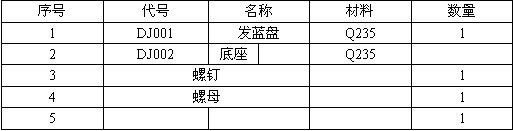
这就要求企业根据计算机的工作方式作适当地调整,如果企业不能很好的合作,势必导致CAPP的失败以及PDM的流产。还有一个例子,就是在一个企业的产品零件明细表中如下表所示:
本来是两个字段忽而合成了一个字段,显然这在数据库中是坚决不允许的,但是甲方标准化人员马上说厂里的规范一直是这样。所以,我在这里也呼吁实施CAPP要从标准化的革新开始,在实施PDM之前最好照这方面的公司做个咨询,就像实施ISO9000一样,先对企业的相关标准作一个完整的整理,这样再实施信息化会顺利些。
2、行业部各自为政,没有一个统一的标准规范
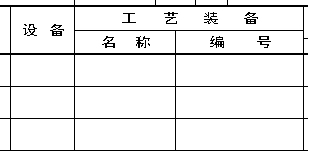
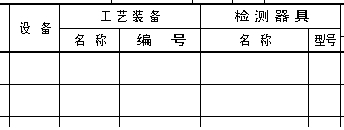
机械部是一套标准、纺织行业有一套标准、机床行业有一套、锅炉行业有自己的一套标准、汽车行业也有一套标准等等,这里涉及到编码的不同,表格的不同,图纸标注不同导致的工艺信息的提取方式不同,我不否认有些行业确实有自己的特殊要求,例如纺织行业,产品的随意组装性,但是许多方面还是应该统一的,例如为了在各种表格的填写中总是把工艺装备名称,代号,模具,量具等等有些行业的企业都放到工艺装备一种格子里面,这样在工装汇总提取信息时特别麻烦,给PDM的实施增加了很多不必要的麻烦。下面是两种例子一个是好的一个是不好的。
这种方式,检测器具,工装卡具,模具都放在一起,信息提取起来就麻烦,虽然可以找到区别的规则但风险还是比较大的。
这个例子把设备、工艺装备名称、编号、检测器具名称、型号分开来,这样子看起来不仅一目了然,并且信息分类也分类也很容易。
另外有一个例子,有的企业在表格填写时还允许出现如下的填写方式:例如:
这种方式在WORD里和一些CAPP软件里是很好实现的,但是,在信息提取到数据库BOM表中肯定很不方便的,甚至根本无法实现,这也是增加无谓的实施周期的障碍点。
3、工艺信息信息无规则重复出现
企业的工艺信息无规则的重复出现也很常见,例如过程卡片里已经出现了设备、工艺装备,但是到了工序卡又出现了一次,这里企业在过程卡的工艺装备栏填写主要的工装,工序卡里填写不同工序用到的所有工装,这就给工装的存储造成了不必要的麻烦,包括工装信息的联动。
建议:我看到有一个企业设计的工艺表格就比较好,过程卡就没有设备和工装,都放到了工序卡中了,本来过程卡就是充当目录的作用的,何必搞那么复杂,企业设计《过程卡》时加入工装是想特别说明专用工装,这些完全在《专用工装汇总表》中能够很规范的看到,PDM产生这个表非常的自动简单。
4、工艺表格关系太乱
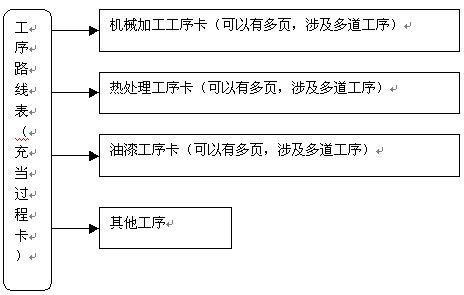
工艺表格太乱,太多,例如有的企业为了省纸,不同重要程度的零件用不同的表格形式。本来一个零件从下料到加工成零件,应该有一条完整的线,这条线上根据不同的专业和工序挂一些专业卡片就行了,但是有些企业做起来要复杂的多了,搞了很多的种过程卡,我感觉规范的表格应该如下图来组织。
因为零件的加工本身就需要一条主线连起来,过程卡就是担当这个主线的作用的,所以这个过程卡应该是涉及该零件的所有工艺类别的总线,这样层次就非常清楚了,工艺文件的组织也应该这么组织。当然PDM也可以通过汇总进行分专业进行规整在一起,例如把热处理的都汇总打印出来,等等,但是组织结构应该还是我说的上面的方式。
结束语
实施PDM遇到的问题很多,另外实施的深度不同碰到的问题也会不同,如果只把CAPP象WORD或CAD图纸简单打包起来的话肯定简单些(有些企业在上PDM的时候的确是这样),CAPP本身牵涉的管理的信息太多,包括后继的ERP很多信息需要从这里提取的,所以它是实施PDM的重点也是难点。实施PDM需要注意的问题还很多,导致失败的因素还很多,这里只是说了CAPP方面,其它方面另有文章阐述,如果有对我的观点有不同的看法或者想和我交流,可以发帖子到本网站或者到我的信箱
[email protected]
。
山东装备制造业信息网 版权所有